歡迎光臨 無錫方管廠家 官網!
全國服務熱線:
18118889993
歡迎光臨 無錫方管廠家 官網!
18118889993

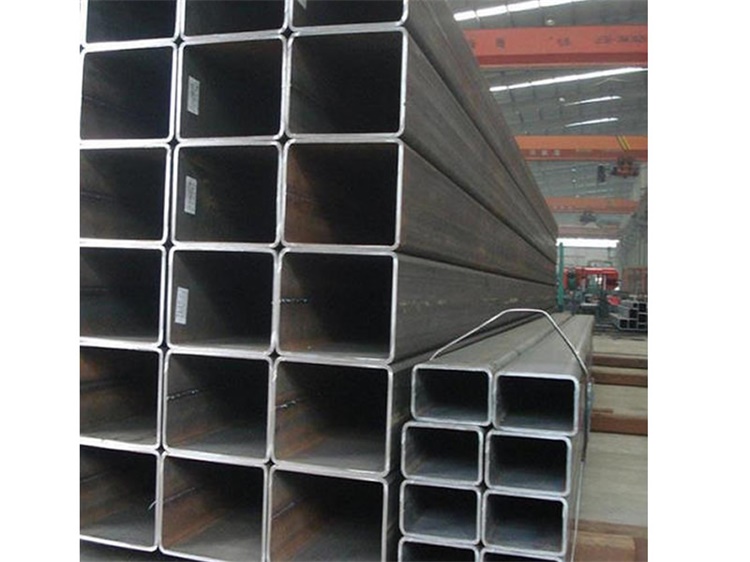
分析厚壁方管的高頻焊接難點的原因
厚壁方管加工,小口徑厚壁方管的線膨脹系數也比碳鋼大,如奧氏體不銹鋼線膨脹系數比碳鋼大40%。奧氏體不銹鋼成型前應進行固溶處理,以便降低硬度,減小變形阻力,成型應采用綜合彎曲變形方式。...
厚壁方管在進行高頻焊接的時候會出現很多的難點。高頻焊接的難點主要包括:物理性質、不同材料的成型工藝特點、設備和模具加工精度;高頻焊機和機組運行控制精度。
厚壁方管物理性質。高頻感應焊接最大問題是氧化物的影響。不同材料的成型工藝特點,不銹鋼的線膨脹系數也比碳鋼大,如奧氏體不銹鋼線膨脹系數比碳鋼大40%。不銹鋼成型前應進行固溶處理,以便降低硬度,減小變形阻力,成型應采用綜合彎曲變形方式。
設備和模具加工精度:不同于焊接碳鋼,非標小口徑厚壁方管的機組和模具要求很高的加工精度,
可運行中有極小的軸向和徑向跳動。較大的周期性震動會導致焊接缺陷。一般要求加工精度徑向跳動控制在0.01-0.03mm范圍。
焊機和機組運行控制精度:由于非標小口徑厚壁方管的塑性范圍小,焊接時必須精確控制輸入熱量。任何大的功率波動,都可能造成焊縫夾渣和氣孔產生。一般要求電源的輸出波動在1%以下。
推薦資訊